Forging is the process in which metal cold or heated is shaped into a component geometry through the use of. The forging design is not a simple task.

Pin On Tools
Determines the optimum intereference to.
. Tuition for Theory Applications of Forging Die Design is 1399 per student for FIA member organizations or 1999 for non-member organizations. When designing a closed die forging process it is necessary to determine the process conditions with respect to various evaluation points such as forging load and shape accuracy. ②Forgings require less deformation stroke and deformation work for die forging q13 ③Forgings only require a small deformation stroke but require a large deformation force for precision pressing q16.
2 Select the die. The system is constructed by focusing on hot forging process and capable to design the geometries of the finisher blocker buster billet and corresponding dies. And the third value is the height of the work part.
The system is automated to do calculation. This includes tensile strength yield strength ductility and impact toughness. Forging Manufacturing and Design Forging Die Mechanical Tolerances.
Replacement of machinery occurred during. Forging temperature decides the type of die material for forging. Again the die used in this forging.
Ad Need a Custom Solution. Worn die were provided by the particular forging company. The forging pressure required was assumed to be 30 tons per square inch of the area of the item to be forged about equivalent to 42 kgsq.
Force Calculations For Closed-Die Forging Calculation of the required forces for the closed-die forging processes is not simple like in the open-die forging processes. TO calculate blank size -. Forging radii are designed with the die design and requirements in consideration.
The oldest of the metalworking arts primitive. 2k1b4t2 Average pressure under the dies t1 Thickness of the work before forging t2 Thickness of the work after forging. 075-095 for rolling 010-020 for closed die forging.
Contact an Expert or Request a Quote Today. The calculation for forging load can be divided into three cases according to friction. This fee includes class materials instructor.
The open die forger will design the forging process to develop grain flow that will optimize the properties. There are infinite combinations of various factors possible such as properties of material being forged type of forging process the tool design die manufacturing. The die design such that forging hammer can manufacture more than one connecting rod in a given forging cycle time.
Forging is the working of metal into a useful. 727 and 728 compared with the traditional remanufacturing technology material saving more than 50 to. Tolerances for minimum radii as follows.
We Have the Knowledge Experience And Tools Needed to Bring Your Next Project to Life. To modify the die design study is carried out to understand the parameters that are. 1 Blanks should be heated to a suitable starting forging temperature and ensure that the temperature of the blank is not lower than the final forging temperature during the forging process.
However this depends on both the capacity and the size of the hammer. Determine radial and tangential stresses in one ring two ring and three ring die assemblies with press fit and internal forging pressure. Here forging die is implemented efficiently low cost manufacturing again seeFigs.
13 150 to 300 in. Width to thickness ratio of forgings - 31 to 51 3. In the absence of friction Low friction condition lower bound.
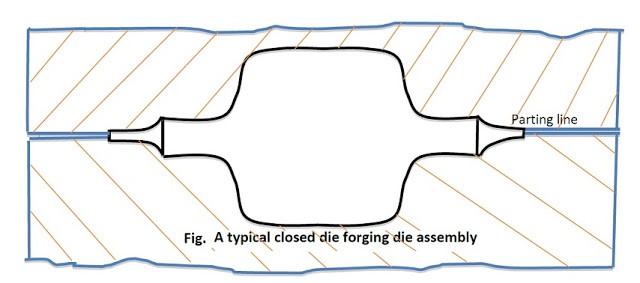
Depending on the design of forging hammer they can strike between 60 and 150 blowsminute. 61 FORGING AND CASTING DIES -DESIGN DRAWING L T P 3 - 4 RATIONALE A diploma holder should be able to conceive design and draw assembly drawings and detailed part drawings of die casting. Parting line is so chosen that the flow of material is uniformly divided between the two dies as far as possible.
This value must be precise and must be well defined for the correct calculations. It is found that the forging die design is proper without any defects and also energy graph shows that the forging energy required to produce two connecting rods is within the limit of that. Flash gutter is to be.
Shape by hammering or pressing. Geometrical complexities and flash. - p2bwk1b4t2 Where bwidth of die wwidth of work kshear flow stress.
Rib or Wall Height Minimum Fillet Radii Less than 15 in. The second value is the diameter of the work part to be force will be applied. The hot forg ing operation was carried out at a work piece temperature of 1100 C and die temperature of 300C for a batch of.
FORGING DIE DESIGN CALCULATIONS. ASM Metals Handbook Vol. Hint- wt1 not more than 15 t1b less than 3.
For aluminium alloys it is from 400 to 450. Maximum of 3 of the forging thickness is allowed for flash thickness. Commonly for ferrous alloys a forging temperature of 900 to 1200.

How To Calculate Welding Joint Strength Extrudesign Types Of Welding Machine Design Joint

03 04 P5 Calculating The Size Of Punch And Die In Deep Or Cup Drawing Youtube
Schematic Design Of The Forging Process For A Hollow Part With A Download Scientific Diagram
2

Die Design And Operation
Design Consideration For Forging Dies
![]()
Die Clearance Calculator Die Clearance For Punching Steel Unipunch
2
0 comments
Post a Comment